












 互动量:123
互动量:123
有用户收到纸盒后发现:折起来缝隙偏大、边缘有毛刺,甚至坑纹不齐。这究竟是生产失误还是质检疏漏?其实,绝大多数情况并非“质量问题”,而是生产工艺(割样 vs 模切)不同所致。
一、工艺原理解析
1、什么是割样工艺?
割样,又称打样或数码切割,割样通常使用电脑割样机(平切机)。它通过电脑绘图驱动刀头在纸板上进行物理位移,完成切割和压痕。无需制作模具,适合小批量、多品种或打样阶段的快速生产。
切割方式: 振动刀或拖刀上下往复运动切开纸张。
压痕方式:通过压轮(压线轮)在纸板上滚压出折痕。

2、什么是模切工艺?
模切,全称模具冲切,是传统的机械压切方式。需要先根据设计图稿制作一副定制的物理刀模(木板上嵌钢刀和钢线),是大批量标准化生产的主流选择。
切割方式: 刀模安装在压力机上,通过巨大的瞬间机械压力,一次性将整张纸板“冲压”出形状。
压痕方式: 钢线直接重压成型。

二、两种工艺多维度对比
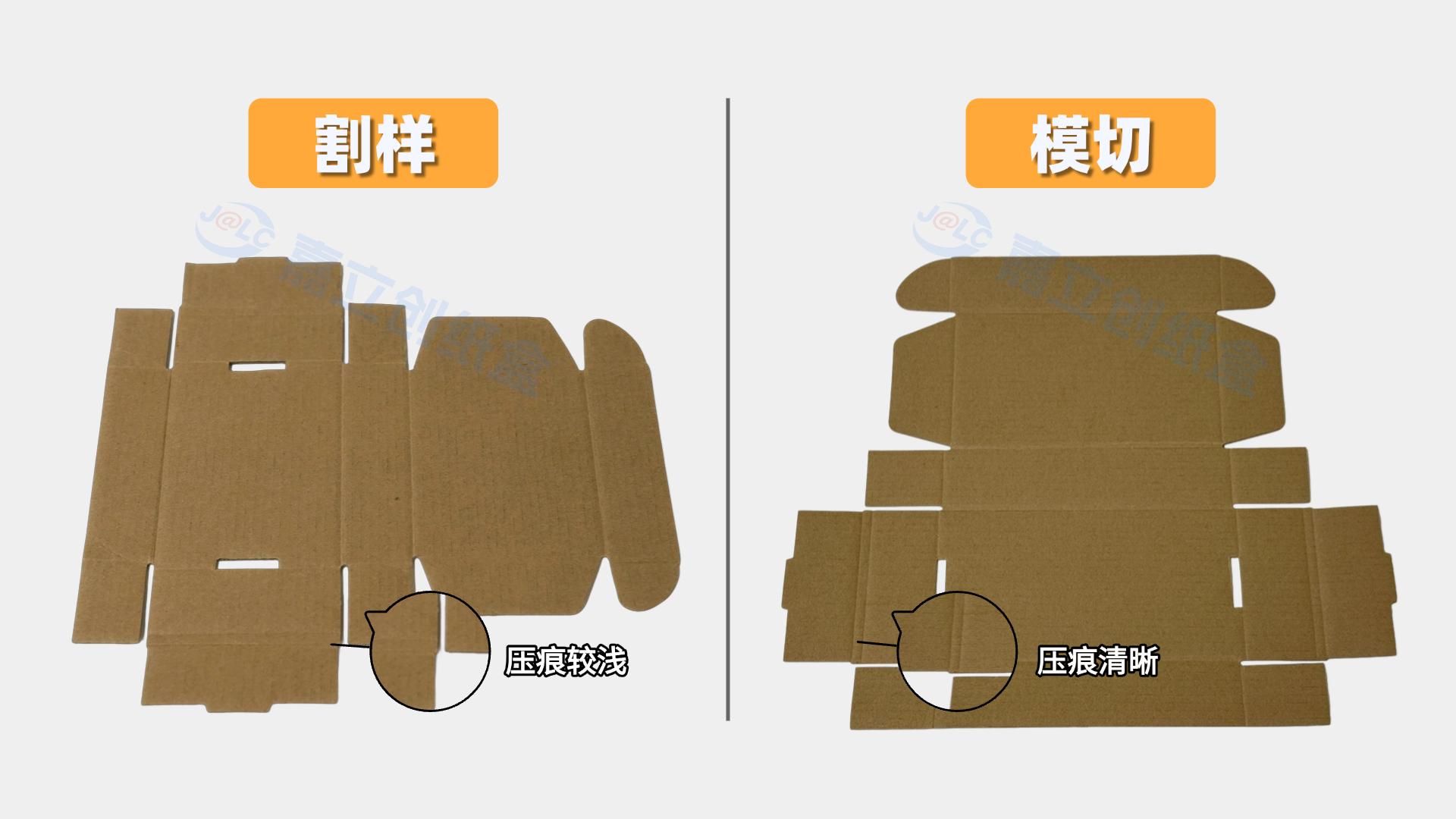
1、压痕质量与规整度
这是两者最直观的区别:
割样:由于割样机是靠压轮滚动成型,受限于机器下压力,压痕一般比较浅。如果压力太浅,折痕就会不规整,甚至导致折盒时位置偏移。
模切:模切机能提供数吨甚至更高的压力,压出的线条深且清晰,能彻底解决割样压力不足导致的折痕问题。
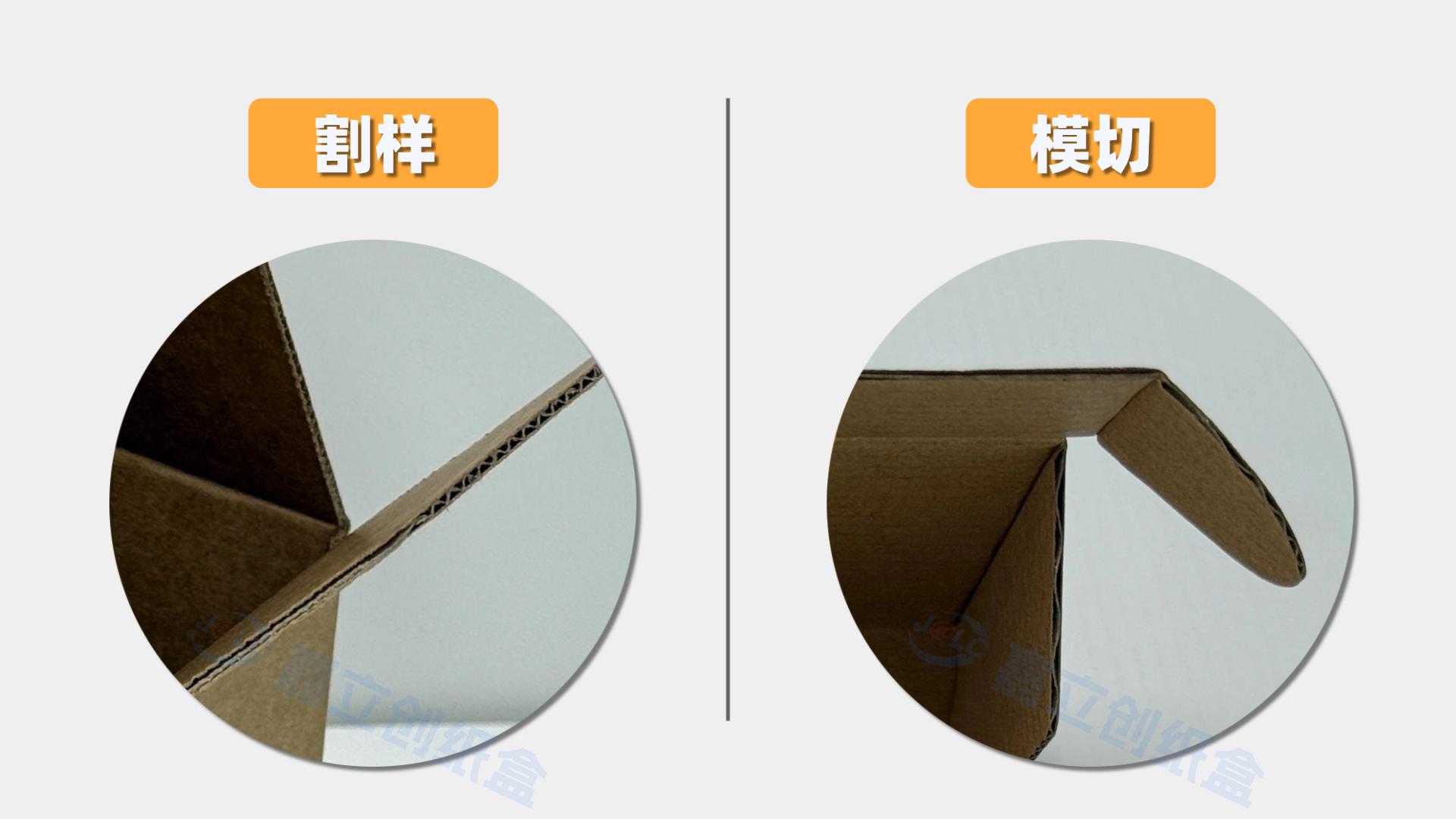
2、边缘处理与视觉厚度
割样(打样): 边缘由刀片划开,切面垂直整齐,纸张边缘保持原始厚度,纸张边缘毛糙、不够圆滑。
模切(量产): 模切过程中强大的压力会使纸张边缘稍微压扁一点。虽然实际纸张厚度一致,但在视觉上模切件的边缘会显得更致密,成品更整洁、美观。
3、坑纸盒的特殊表现
在加工坑纸(瓦楞纸)时,割样的局限性更明显:
跳坑现象:割样的压痕线是压轮往一个方向滚压出来的,当压轮压在瓦楞的凸起处滚轮会偏移原来的路径。
三、不同工艺生产与交付逻辑
在实际生产中,我们会根据订单数量和交期要求灵活调整生产工艺:
割样的核心优势在于快速、低成本,适合应急小单,但在压痕效果与坑纸成型上存在一定局限;模切则在品质稳定性、折痕规整度上表现更优,更适合批量生产。
目前嘉立创纸盒正逐步将坑纸盒生产切换为模切工艺,以进一步提升产品品质。受设备成本影响,小批量订单上机生产费用相对较高。为此,我们针对不同订单量优化了生产方案:数量100个以下割样生产,100–500个采用拼版刀模生产,500个以上建议开专版刀模,在保障成品品质的同时,兼顾更高性价比。
嘉立创纸盒(https://www.jlc-zh.com/)实现从在线设计、报价、下单、生产到交付的全流程数字化管理,让包装更智能,让采购更简单!

#技术干货##DIY设计# #嘉立创纸盒# #纸盒包装定制# #纸箱定制# #邮政纸箱# #纸盒免费打样#
 #技术干货#
#DIY设计#
#嘉立创纸盒#
#纸盒包装定制#
#纸箱定制#
#邮政纸箱#
#纸盒免费打样#
#技术干货#
#DIY设计#
#嘉立创纸盒#
#纸盒包装定制#
#纸箱定制#
#邮政纸箱#
#纸盒免费打样#













登录 或 注册 后才可以进行评论哦!
还没有评论,抢个沙发!