












 互动量:5034
互动量:5034
不同贴片订单需求各异,所用到的元器件也不同。锡膏选不对,可能会导致虚焊、元件损坏等问题,分分钟拉高生产成本、延误交期!如何精准匹配需求,降本增效?今天就跟着小编一起,一文解锁贴片锡膏的选型策略。
#1 锡膏分类
通常情况下用于贴片焊接的焊锡膏是由焊锡粉、助焊剂等成分混合而成的带有一定黏性的膏状混合物。根据锡膏的成分我们可分为有铅锡膏和无铅锡膏,其中无铅锡膏又可根据熔点差异分为低温锡膏、中温锡膏和高温锡膏。
有铅锡膏
嘉立创有铅锡膏(Sn62.8%,Pb36.8%,Ag0.4%)熔点约为183℃,回流焊峰值为215℃±5℃左右。相比无铅锡膏,有铅锡膏的合金硬度及金属光泽相对较好,但在加热的过程中铅及其化合物会因温度持续升高而挥发,产生一些有刺激性的气体,需要做特殊防护措施。(若有使用需求,可提前告知)

(图片由AI生成,仅供参考)
无铅锡膏
无铅锡膏按其熔点差异我们可以划分为低温、中温和高温无铅锡膏,以下用嘉立创所使用的无铅锡膏为例,方便大家更快理解:
- 低温无铅锡膏的熔点约为138℃左右(Sn42%,Bi58%)。使用此锡膏焊料时,其回流焊的峰值温度常规设置在180℃±5℃左右,适用于一些塑料封装或不耐热的器件焊接。
- 中温无铅锡膏的熔点约为178℃左右(Sn64%,Bi35%,Ag1%)。使用此锡膏焊料时,其回流焊的峰值温度常规设置在215℃±5℃左右,适用于大部分的元器件焊接,既能满足焊接需求又能一定程度避免高温对元件的损伤。
- 高温无铅锡膏的熔点约为217℃左右(Sn96.5%,Ag3%,Cu0.5%)。使用高温锡膏时,回流焊的峰值温度常规设置在240℃±5℃(最高可达260℃±5℃),其焊点合金硬度较高、导电性和耐温性更好。因此,高温锡膏适用于一些需要在高温环境下工作的产品使用。
*焊点合金硬度:低温锡膏<中温锡膏<高温锡膏
#2 贴片锡膏怎么选?
一般情况下,器件采购渠道都可以查询到相关数据手册,其中有对元器件的可焊性具体说明。在选择贴片焊料时,需要根据PCBA板上元器件可焊性的温度说明来选择。
以嘉立创无铅锡膏为例,一起来看看我们是如何根据PCBA订单上的元器件选择焊料的吧:
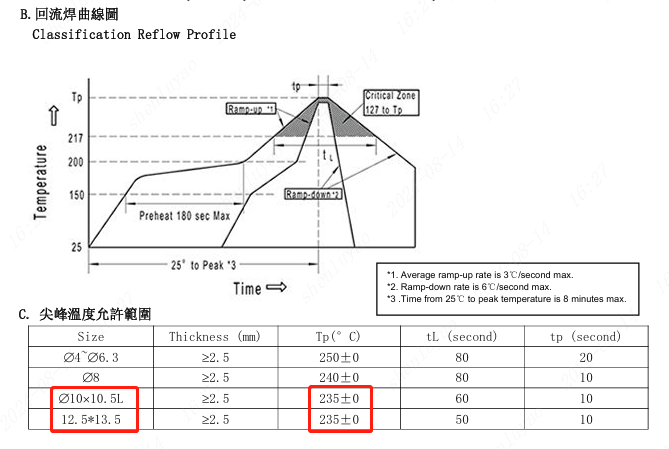
- 例如RVT1H471M1213型号的电容,其可接受的安全焊接峰值温度为235℃左右。为确保其焊接品质,推荐选择中温锡膏进行焊接。
- GZP6897D2.5KPW型号的传感器,其可接受的安全焊接峰值温度为150℃-190℃左右。回流炉回流区的温度不能超过其安全可焊性峰值,否则可能会损坏器件,针对此类器件更推荐您使用低温锡膏进行焊接。
焊料的选型直接决定焊接质量,进而影响电子产品的稳定运行。
所以,在 PCBA 板焊接作业中,需要优先检查板上是否存在热敏元件等不耐高温器件,并结合元器件的可焊性参数,精准匹配熔点适宜、浸润性良好的锡膏焊料,才能确保焊接过程满足工艺要求。
#嘉立创SMT#
END
扫码关注“嘉立创SMT”公众号,了解更多行业干货

 #嘉立创SMT#
#嘉立创SMT#
嘉立创SMT













登录 或 注册 后才可以进行评论哦!