












 互动量:1583
互动量:1583
此前我们在回流焊工艺介绍中,已对常见的普通回流焊与氮气回流焊的基础工作原理做过简要说明。
今天,我们将继续深入探讨:为何氮气回流焊能被称为普通回流焊的“加强版”?
#1 工作原理
热风回流焊:利用加热丝进行加热,将电能转化为热能,再通过安装在炉膛上下方的涡轮风机,形成炉内热风循环。

(氮气回流炉)
氮气回流焊:在热风回流焊工艺基础上,向回流炉内充入高浓度氮气辅助焊接,能有效提升焊点质量。
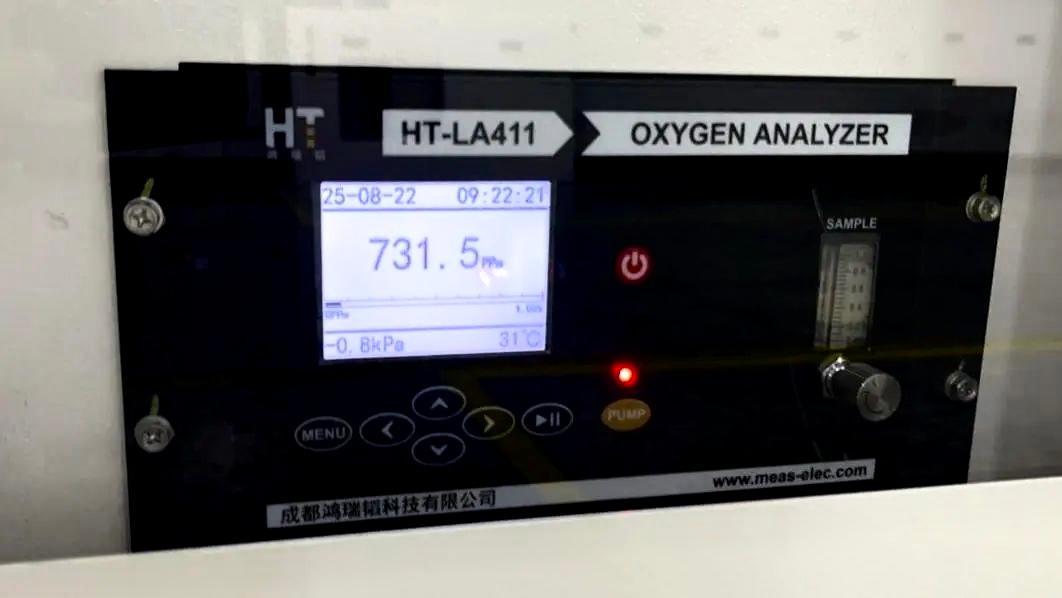
氧气分析仪的氧气浓度(PPm-百万分之一:图中为731.5PPm)
根据IPC标准,氮气中的氧气含量<1000PPm
#2 焊点效果
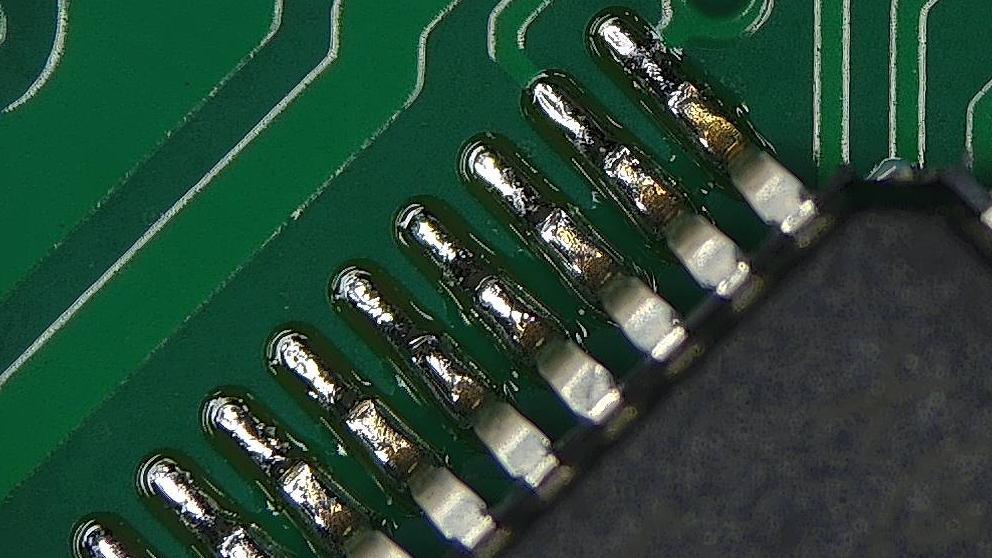
焊点润湿性
焊点润湿性指的是熔融状态下的焊料在PCB焊盘表面或者元器件引脚铺展、附着的能力,良好的润湿性有助于焊料均匀的铺展开。
热风回流焊在空气环境下工作,高温加热熔化的焊锡与空气中的氧气发生氧化反应,其润湿铺展能力相比氮气回流焊较弱。
氮气回流焊能够有效“降低高温下焊锡接触到的氧气浓度”,大幅度减少“焊锡表面氧化反应的发生”,显著提高焊料的润湿能力,降低焊锡在焊盘表面的润湿角,焊点润湿面积更大、更饱满。
(普通热风回流焊焊点润湿效果)
(氮气回流焊焊点润湿效果)
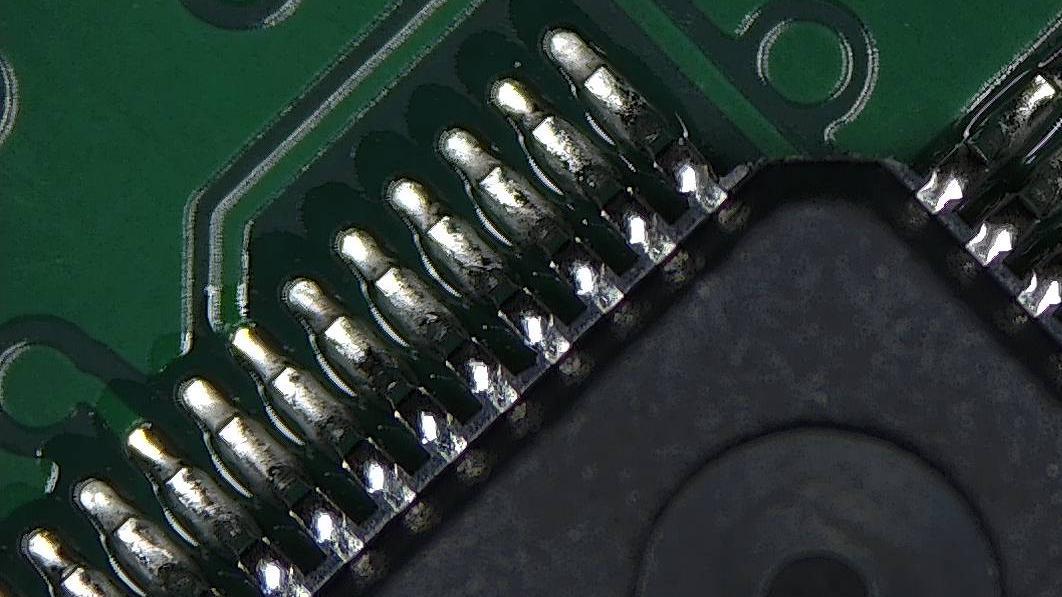
焊点爬锡效果
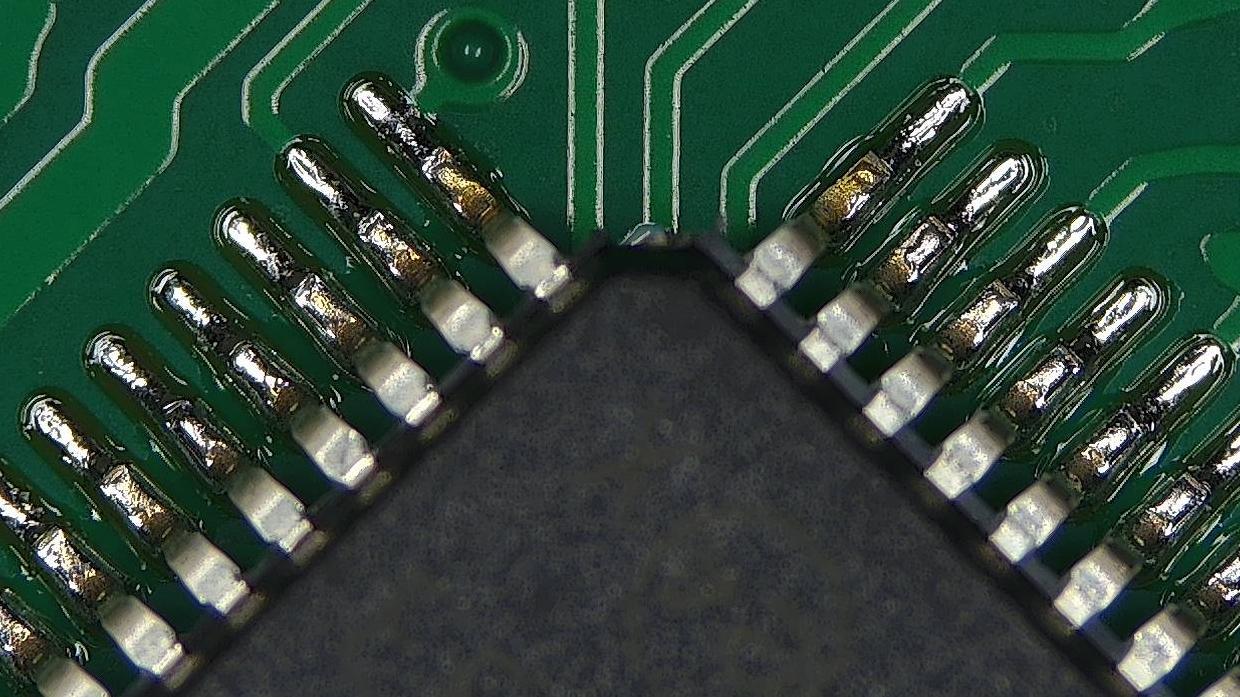
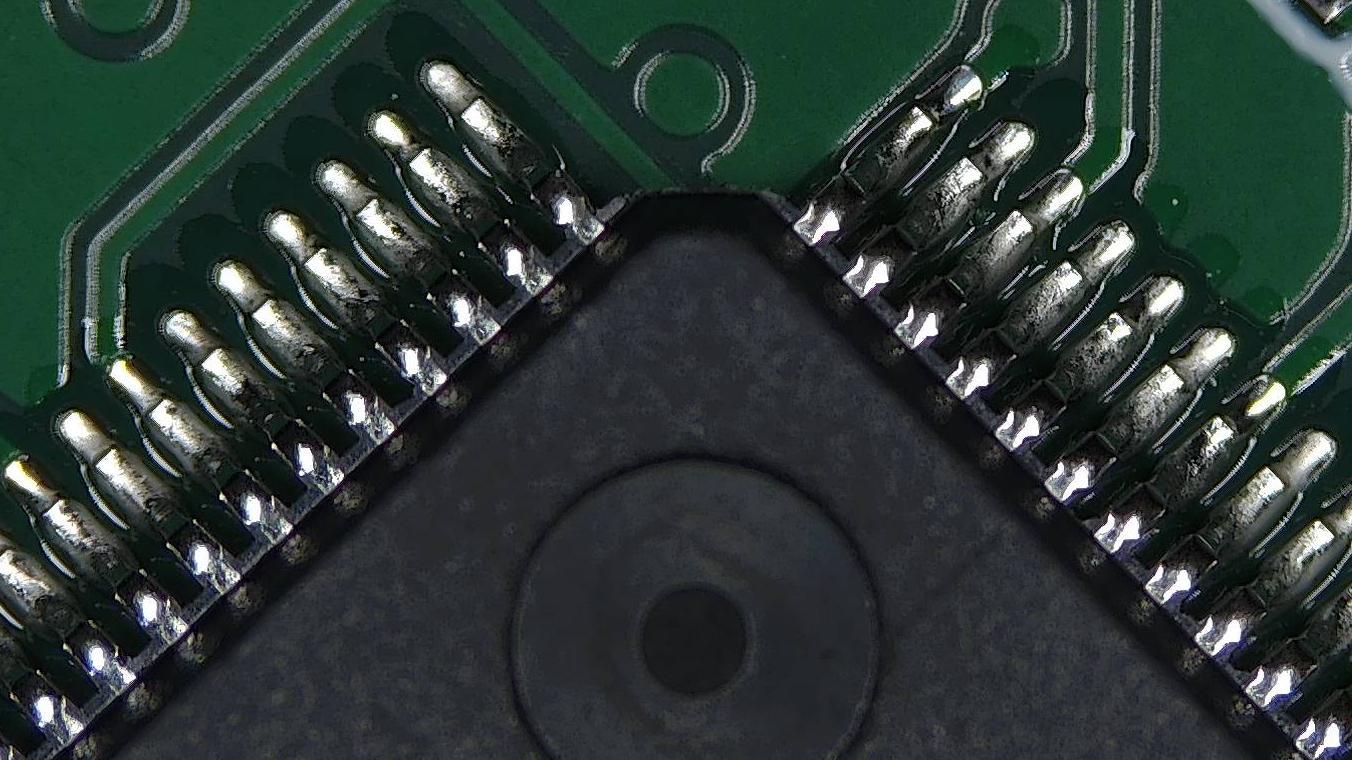
多数元器件引脚的核心材质为铜,高温加热的工作环境会加速器件引脚铜材质的氧化速度,与空气中的氧气发生反应生成CuO等氧化产物,会形成一层氧化层阻碍器件引脚跟部焊料的延展性和爬锡效果。
(普通回流焊器件引脚跟部爬锡效果展示)
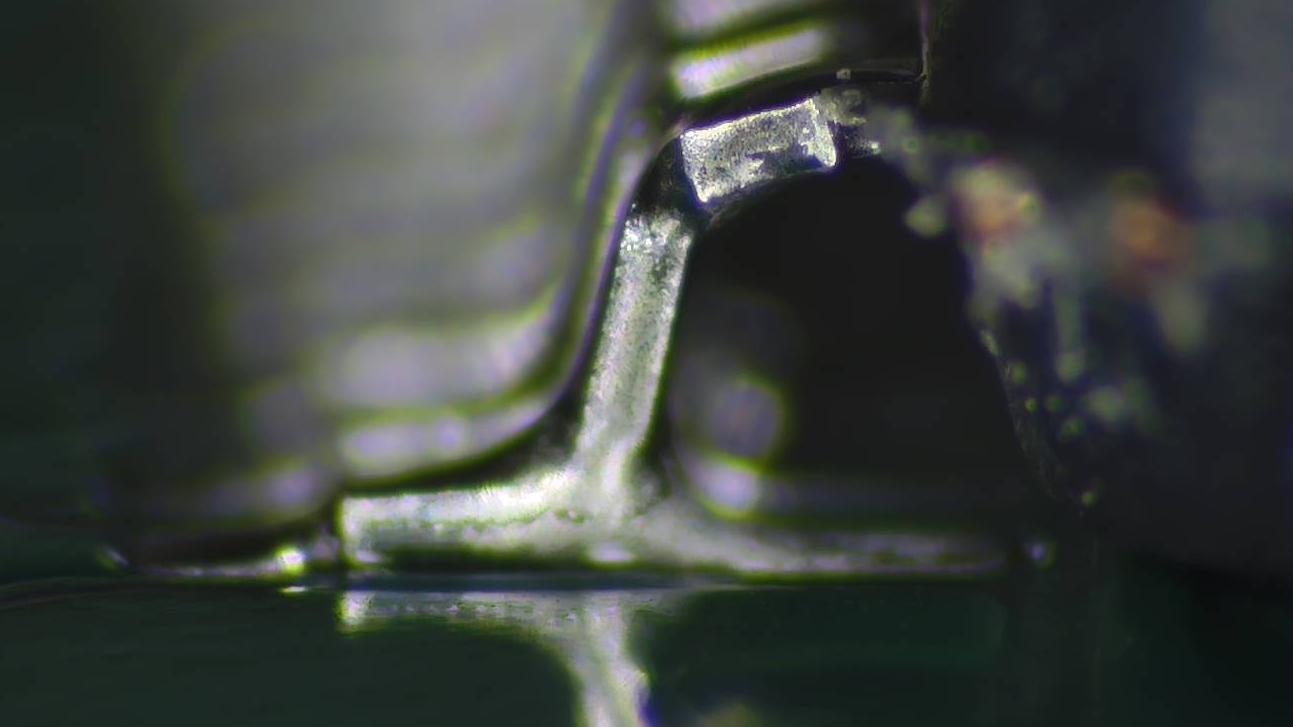
(氮气回流焊器件引脚跟部爬锡效果展示)
氮气回流焊能有效降低引脚接触的氧气浓度,避免器件引脚高温加热后二次氧化,可改善焊锡的润湿延展性,使器件引脚跟部的爬锡效果更佳。
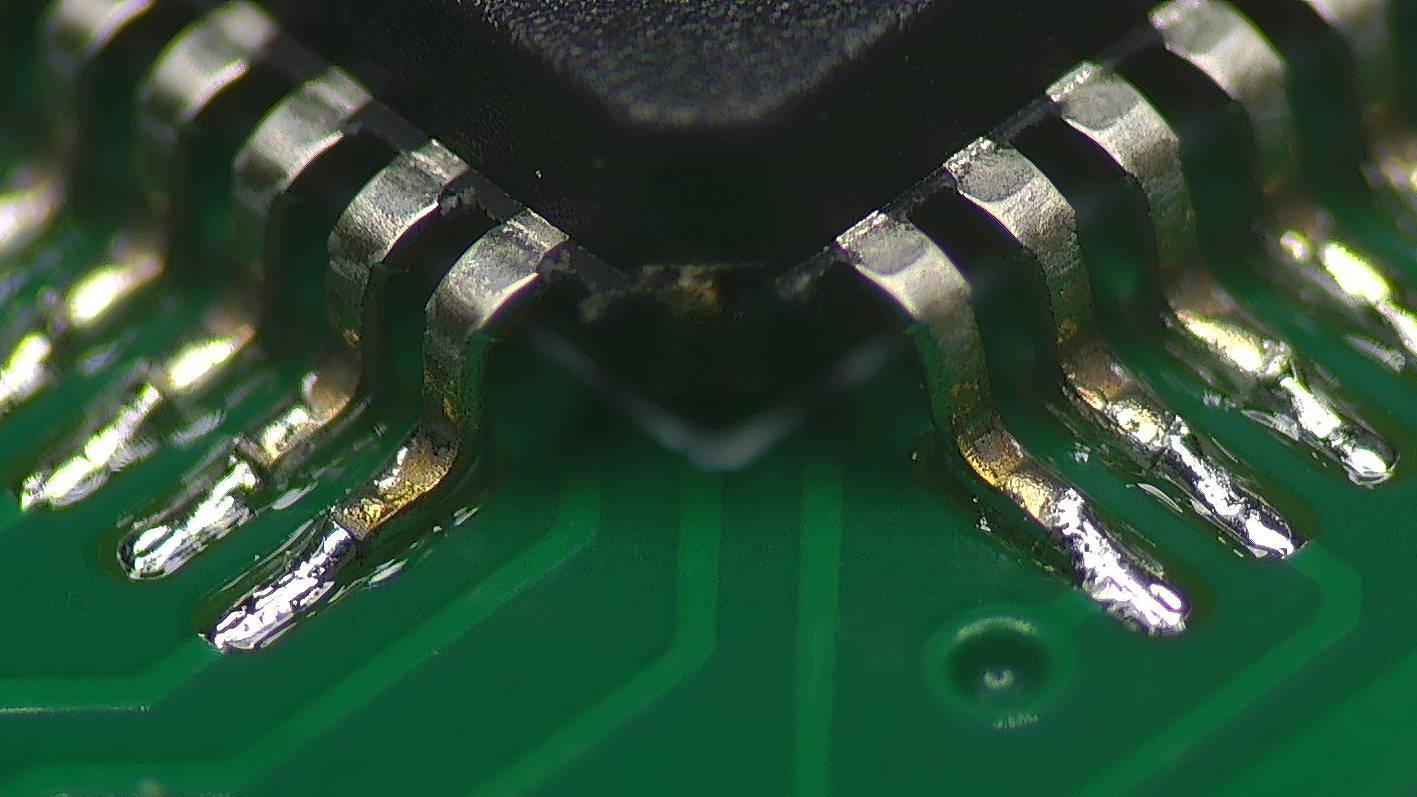
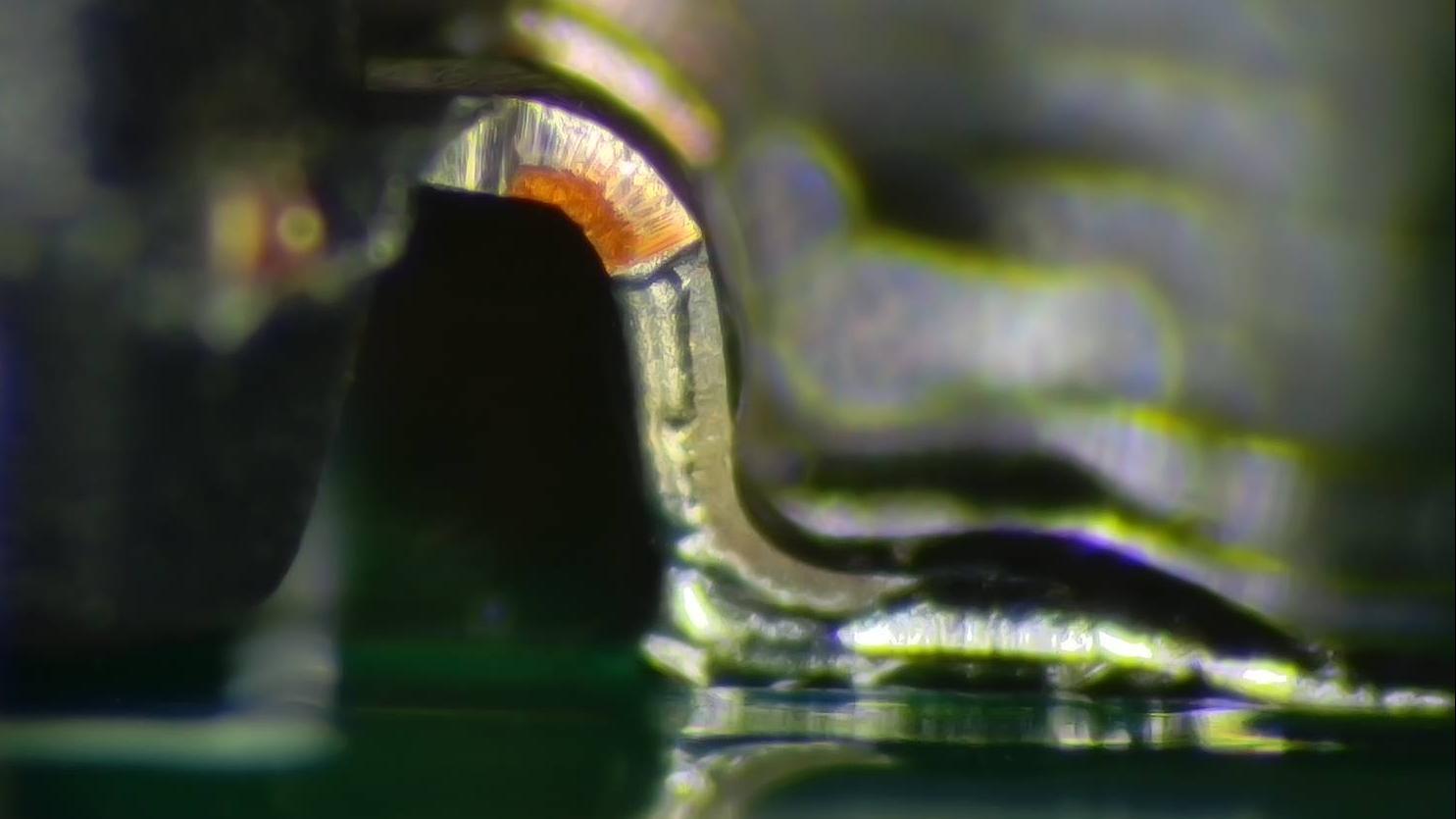
(热风回流焊器件引脚跟部爬锡效果)
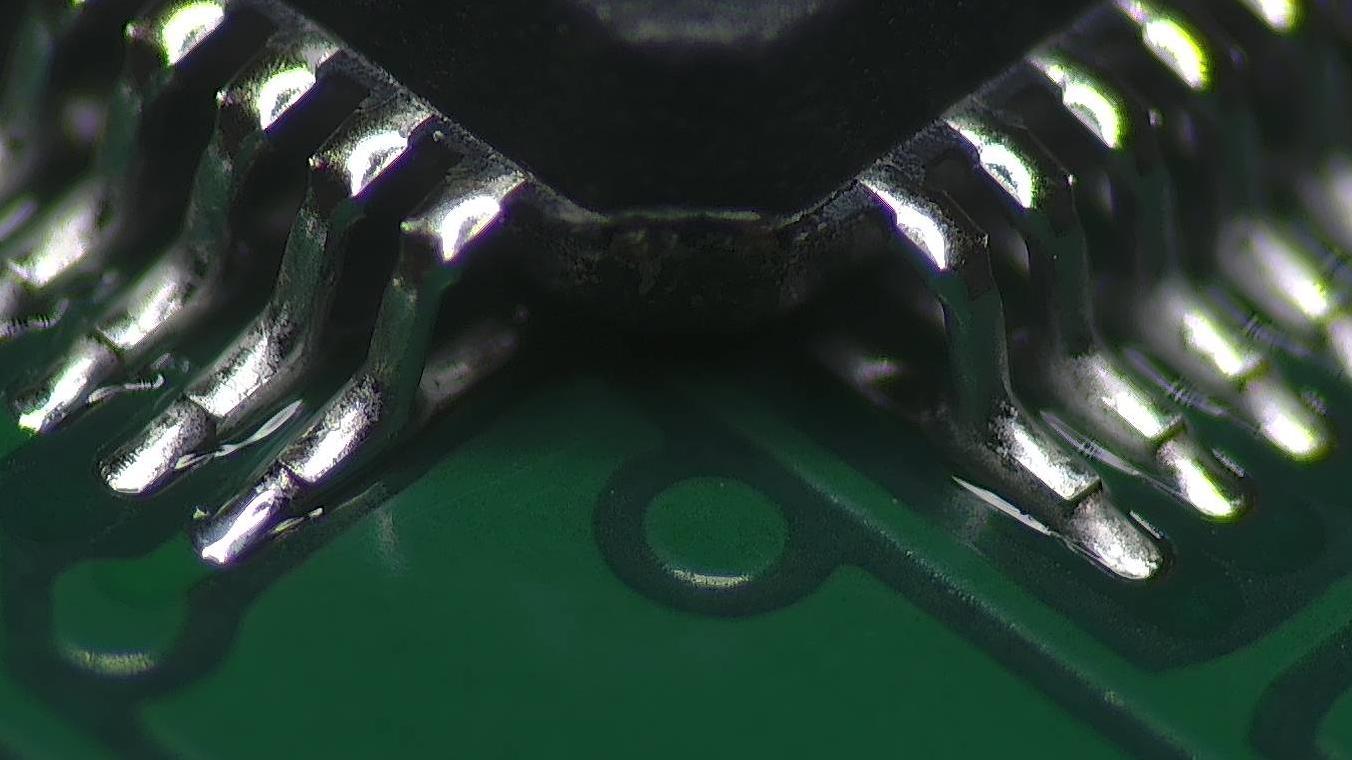
(氮气回流焊器件引脚跟部爬锡效果)
焊点光泽度
普通热风回流焊加热过程中,由于空气中的氧气直接参与了整个焊接过程,就导致焊接后有明显的斑驳痕迹。这是少量氧化物漂浮在焊锡表面的迹象,会降低焊锡与元件引脚的润湿高度;氮气回流焊则保留了焊锡本身的的金属质感,焊点金属光泽度更亮。
(热风回流焊焊点有明显斑驳痕迹)
(氮气回流焊焊点保留了焊锡的金属光泽)
#3 常见问题解答
问:为什么氮气回流焊成本比普通热风回流焊成本略高?
因氮气回流炉结构设计上与空气回流炉有巨大差别,从密封保温配置到冷却区散热系统都完全不同,设备制造的成本和难度相差很大;同时,氮气回流焊需持续消耗大量高纯度氮气,耗材及维护成本也较高于普通回流焊。
#PCBA可制造性干货# #嘉立创SMT#
END
扫码关注“嘉立创SMT”公众号,了解更多行业干货

 #PCBA可制造性干货#
#嘉立创SMT#
#PCBA可制造性干货#
#嘉立创SMT#













登录 或 注册 后才可以进行评论哦!