












 互动量:992
互动量:992
你在设计FPC外形时,是不是也踩过这些坑?
板子明明画得很完美,做出来却总是漏槽、漏孔、碳化、卷边?
别急!本文结合了嘉立创FPC的真实生产案例,把FPC外形设计最容易踩的坑一次性给你说清楚!

外形是指板子最终需要切割的形状,含板外框及板内非金属化孔和非金属化槽孔,FPC样品及小批量生产通常采用激光切割工艺。
从工艺角度看,外形设计理论上不受太多限制,但由于EDA软件多达20多种,每个工程师的设计习惯也不同,行业内没有统一的外形层设计规范,极易导致板厂CAM工程师外形误判、漏孔、漏槽甚至整板报废。
下面我们整理了10条外形层设计规则,供大家参考。(非常重要!请务必按以下标准设计,否则有可能导致板子返工或报废)

1)外形层必须唯一,有机械层时只认机械1层,即GM1层(不管你用了几个机械层还是KEEPOUT层);
2)没有机械1层只有KEEPOUT层就只认KEEPOUT层;
3)同一层开孔有大圈和小圈重叠的,只认小圈不认大圈;
4)板内非金属化孔圆环或槽的框线也需要放在外形层;
5)外形层不能放任何杂线;
6)FPC外形不能有内直角,或尖角,且必须闭合,不能断开;
7)单PCS最大板宽为240mm,尖角处最窄板宽需要1mm以上。
8)板子宽度小于2mm的,切割后会卷起来,需要使用微粘膜固定出货,并且会有碳粉残留现象。
9)焊盘尽量远离外形线0.2mm,否则需要接受激光碳粉问题或改为模冲
10)走线或地铜也需离外形线0.2mm以上

✅ 案例1:资料中有多个机械层
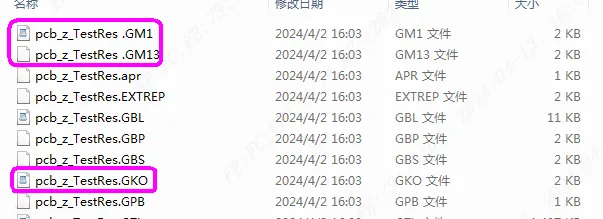
问题:Gerber资料有多个机械层,容易做错外形,这种情况嘉立创只认GM1为外形层,GM13和GKO会忽略掉,如GM1层外形设计有误,会导致板子做错。
✅案例2:外形层有杂线
问题:外形层有很多杂乱的线,激光设备会默认按槽孔来处理,导致把板子切坏
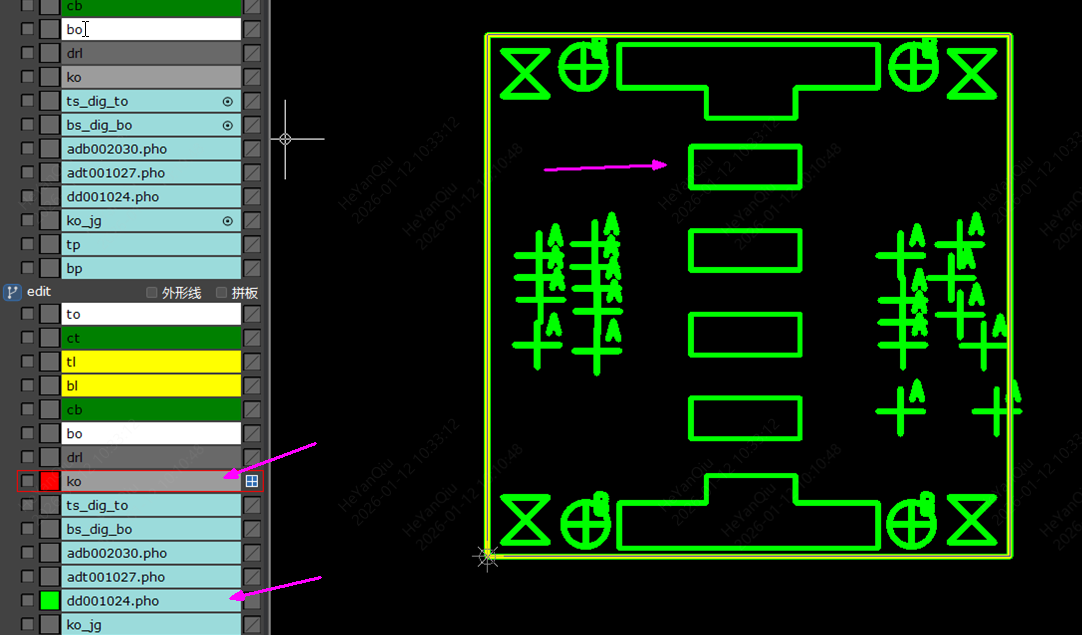
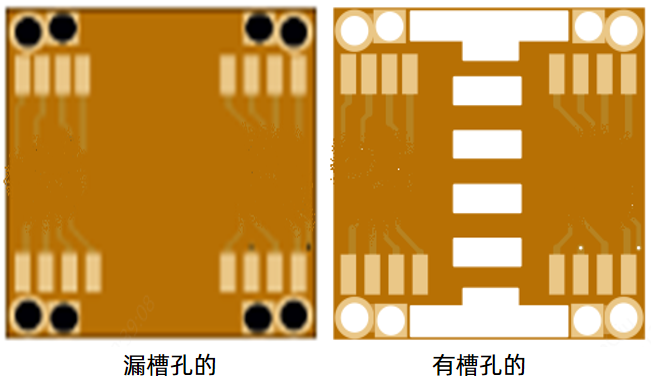
✅ 案例3:槽孔和板框放在不同层
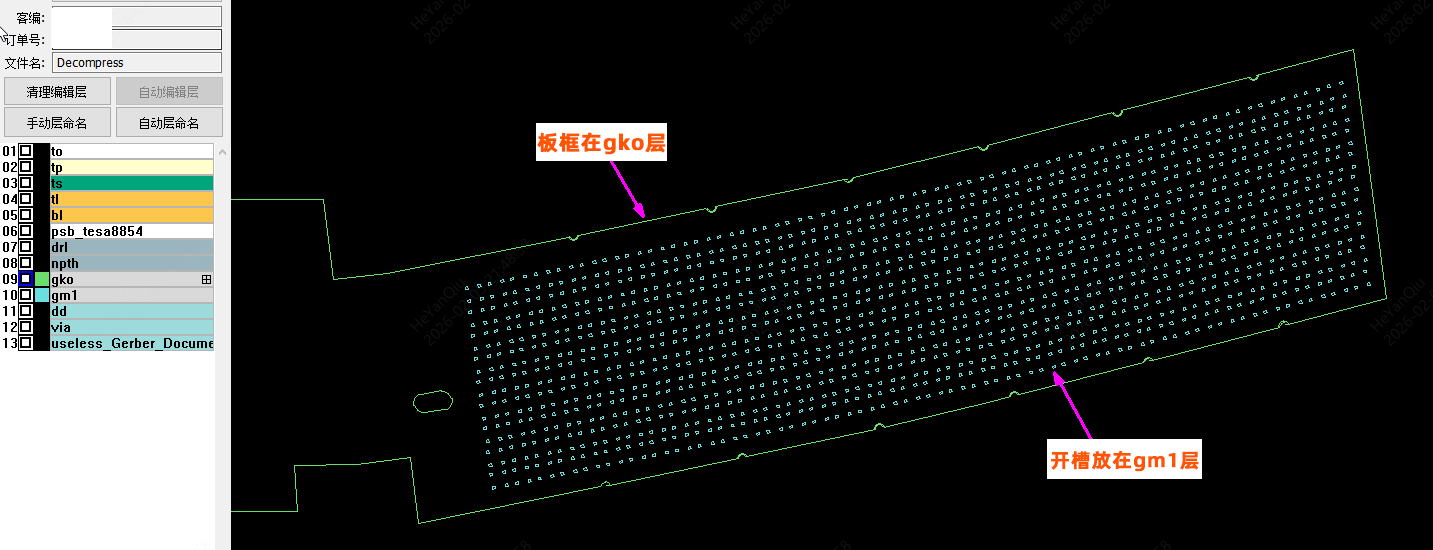
问题:板框放在gko层,开槽放在gm1层,导致gm1层槽孔漏做,设计时板内槽孔或非金属化孔与外形层必须在同一层,且外形层必须唯一。
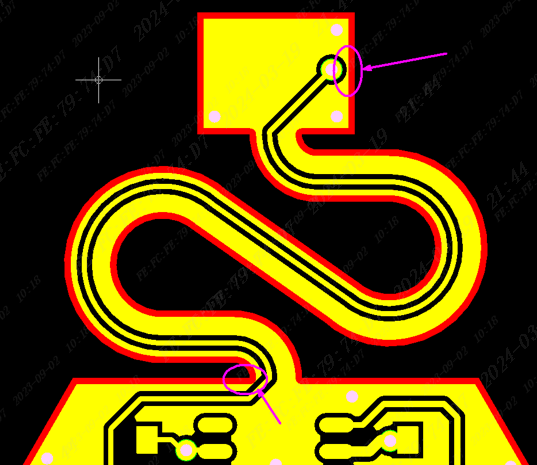
✅ 案例4:外形线没闭合
问题:外形线断开,会导致激光切不透,无法分板,外形线一定要闭合好
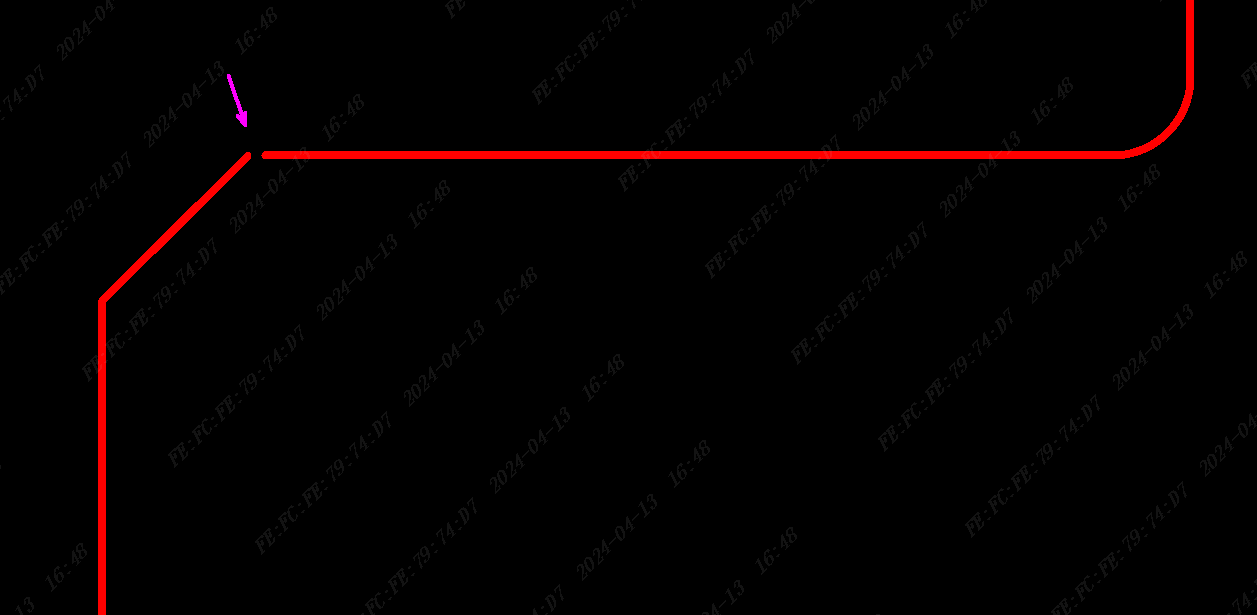
✅ 案例5:外形内直角
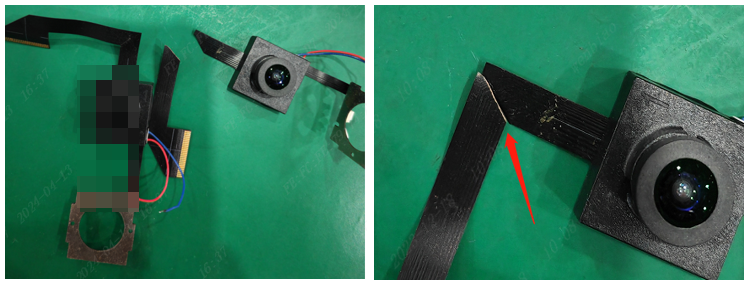
问题:外形内直角,很容易撕裂,建议做成圆角
✅ 案例6:焊盘太细
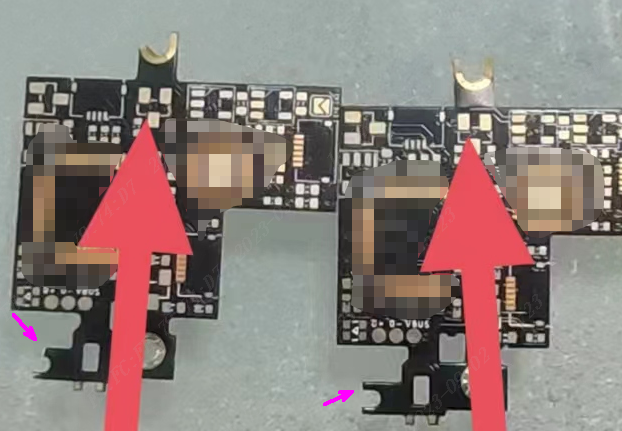
问题:突出来的地方太细,激光后容易断开,建议至少要1mm以上,否则这种超出能力范围的会导致板子做废
✅ 案例7:多个外形框
问题:图中多设计了一个外形框,导致工艺边被切掉,需要取消这个多余的外形框
✅ 案例8:开槽或开孔放在孔图层
问题:PADS设计的GERBER,建议做一个单独的外形层,且开槽或开孔都放在外形层里,如果只将开槽或开孔放在孔图层,因孔图层元素较多,容易漏掉。
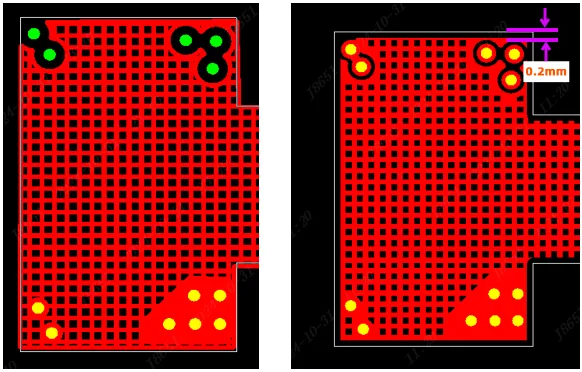
✅ 案例9:大小圈重叠
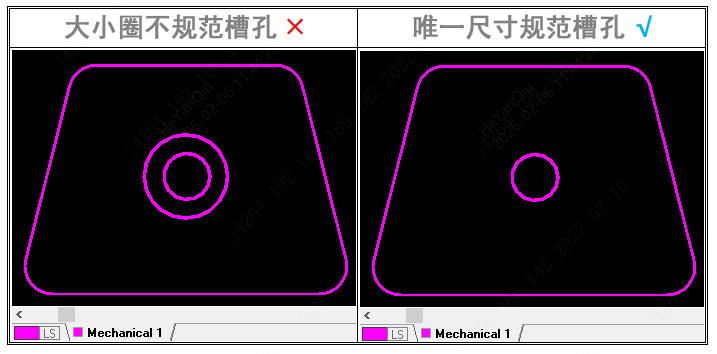
问题:图中的大小圈,嘉立创会默认以小圈来做,强烈建议只设计一个唯一的圈
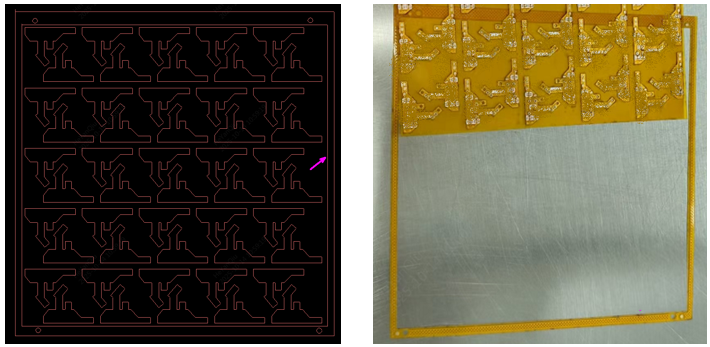
✅ 案例10:外形太细

问题:外形太细,切割后,会卷成一团,建议下单时备注使用微粘膜出货,把板子固定在微粘膜上(需要注意,板子太细,不好洗清,会有少量碳粉)
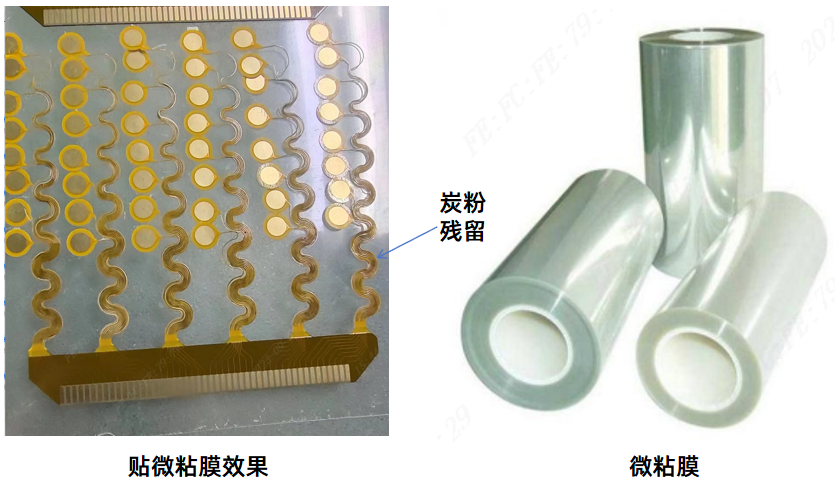
PS:微粘膜是一种薄膜,表面带有一点点粘性,可固定板子,撕下来无残胶,对板子表面品质无影响
✅ 案例11:焊盘离板边太近
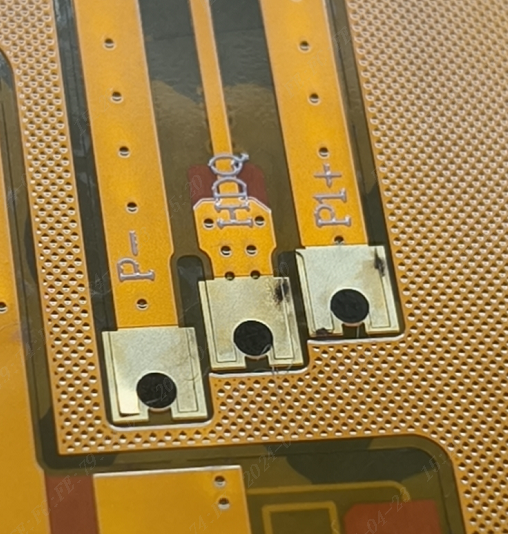
问题:焊盘在板边上会有碳化现象,但不影响性能,如不能接受需要开模或将焊盘远离板边0.2mm设计
✅ 案例12:走线/铜皮太靠近板边
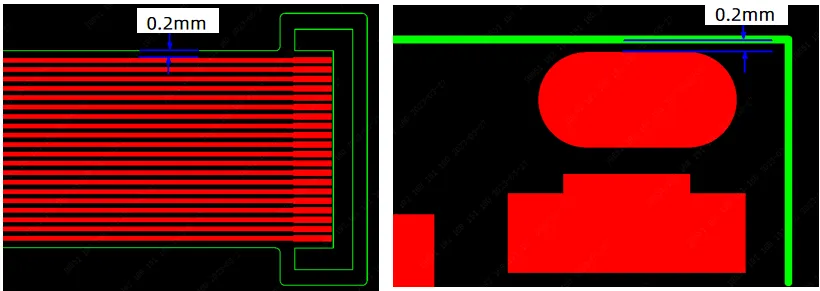
问题:走线或铜距外形要有0.2mm以上距离
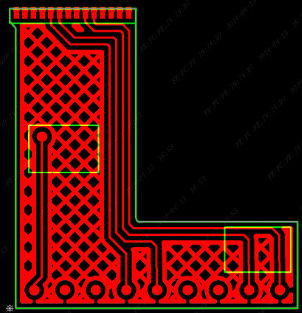
✅ 案例13:覆铜与板框线平齐
问题:图中覆铜与板框线平齐,CAM工程师处理资料时,将板边铜皮掏离板框0.2mm后会导致开路
问题:图中覆铜与板框线平齐,需要削铜离板边0.2mm,否则激光时会打到铜上,导致板边露铜
划重点!!!
FPC外形设计看似简单,实际上经常踩坑!但只要遵守以上设计规则,就能避开90%以上的坑!
如果大家实在不放心,建议一定要下载嘉立创下单助手下单,选择确认生产稿!在生产前用真实的模拟图展示出来,漏孔、漏槽等问题一目了然。
最后,你们在设计FPC时还踩过哪些坑?还想了解哪些设计知识?欢迎在评论区留言
咨询FPC免费打样请扫码
👇👇👇👇👇
嘉立创目前已上线FPC 1-4层免费打样福利,扫描下方二维码即可解锁1张免费打样券+1张100元无门槛券!

#嘉立创fpc# #FPC# #FPC软板# #嘉立创FPC免费打样#
 #嘉立创fpc#
#FPC#
#FPC软板#
#嘉立创FPC免费打样#
#嘉立创fpc#
#FPC#
#FPC软板#
#嘉立创FPC免费打样#













登录 或 注册 后才可以进行评论哦!